online metal detector machine manufacturer
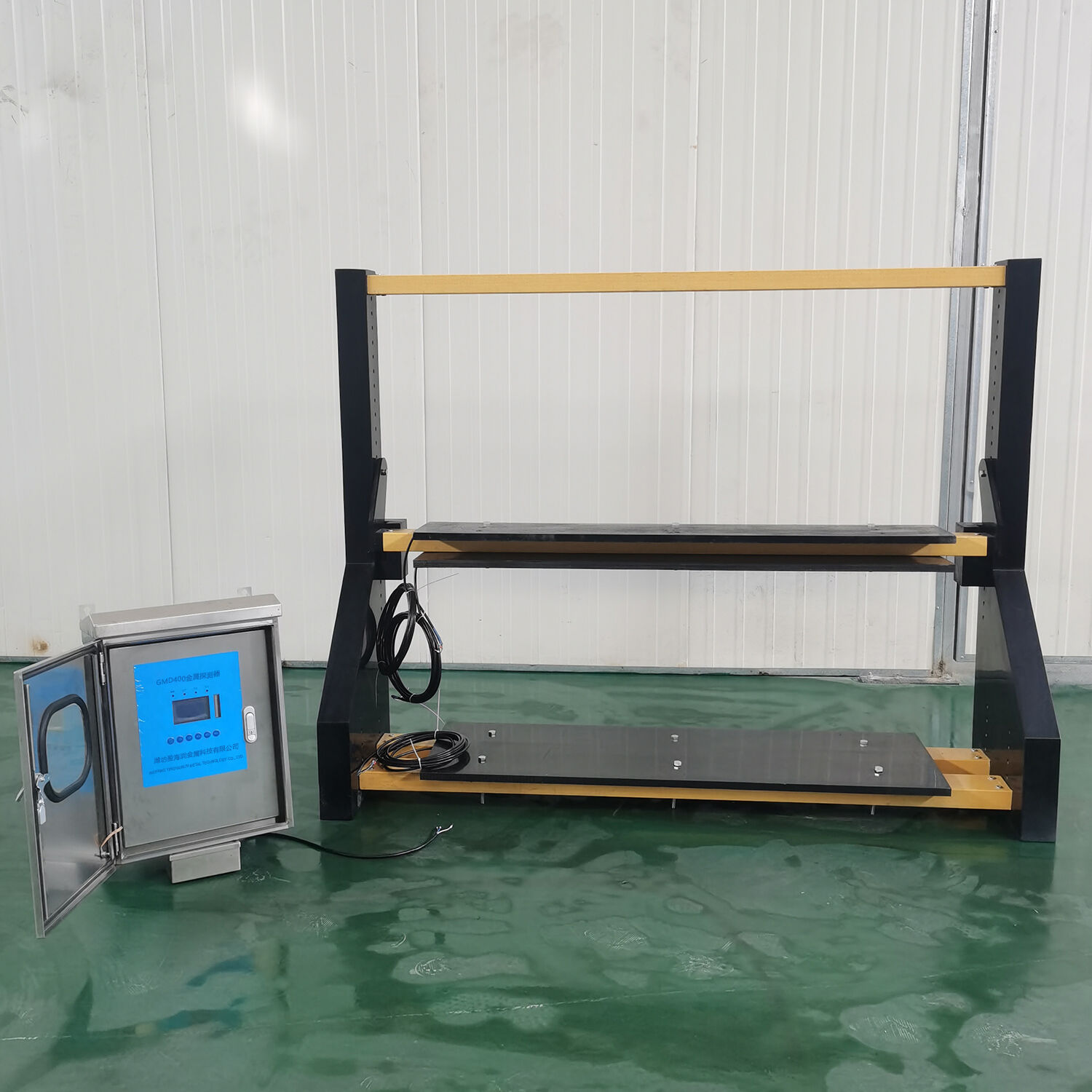
An online metal detector machine manufacturer represents the cutting-edge evolution of industrial metal detection technology, combining traditional detection capabilities with modern digital connectivity and remote monitoring systems. These manufacturers specialize in producing sophisticated metal detection equipment that integrates seamlessly with internet-based platforms, enabling real-time monitoring, data analysis, and remote control capabilities across various industrial applications. The primary functions of an online metal detector machine manufacturer encompass designing, developing, and producing advanced metal detection systems that can identify ferrous, non-ferrous, and stainless steel contaminants in production lines. These systems utilize electromagnetic field technology, creating detection zones that can accurately identify metallic particles as small as 0.5mm in diameter, depending on the product being inspected. The technological features include multi-frequency detection capabilities, allowing simultaneous operation across different frequency ranges to optimize detection sensitivity while minimizing false rejections. Modern systems incorporate digital signal processing algorithms that enhance detection accuracy and reduce interference from environmental factors. Smart connectivity features enable integration with existing production management systems, providing comprehensive data logging and statistical analysis capabilities. The applications span across food processing industries, pharmaceutical manufacturing, textile production, packaging operations, and recycling facilities. In food processing, these systems ensure product safety by detecting metal contamination before packaging. Pharmaceutical applications focus on protecting consumers from metallic particles that could compromise medication integrity. Textile manufacturers utilize these systems to prevent needle fragments and metal debris from contaminating finished products. The integration of artificial intelligence and machine learning algorithms enables predictive maintenance capabilities, automatically adjusting sensitivity levels based on product characteristics and environmental conditions. Cloud-based monitoring systems allow facility managers to oversee multiple production lines simultaneously, receiving instant alerts when contamination is detected or when equipment requires maintenance attention.